日本千住锡膏ECO SOLDER PASTE ,未添加任何卤素化合物,也可实现和旧產品同样的溶融性,是对环境友善的锡膏產品。而且即使是无卤素仍具备高温长时间PREHEAT所需要的耐久性,也可对应AIR REFLOW。
1.未刻意添加卤素化合物。
2.FLUX中的氯、臭、氟含有量各在900ppm以下,总量也在1500ppm以下。
3.固形分中的氯、臭、氟含有量各在900ppm以下,总量也在1500ppm以下。
4.即使不使用卤素作為FLUX活性成分,仍同样实现以往的表面清洁作用。
5.FLUX稳定的设计,可维持长时间的及连续作业安定性。
千住无卤素锡膏常用型号:
M705-S101HF-S4
M705-S101ZH-S4
M705-SHF
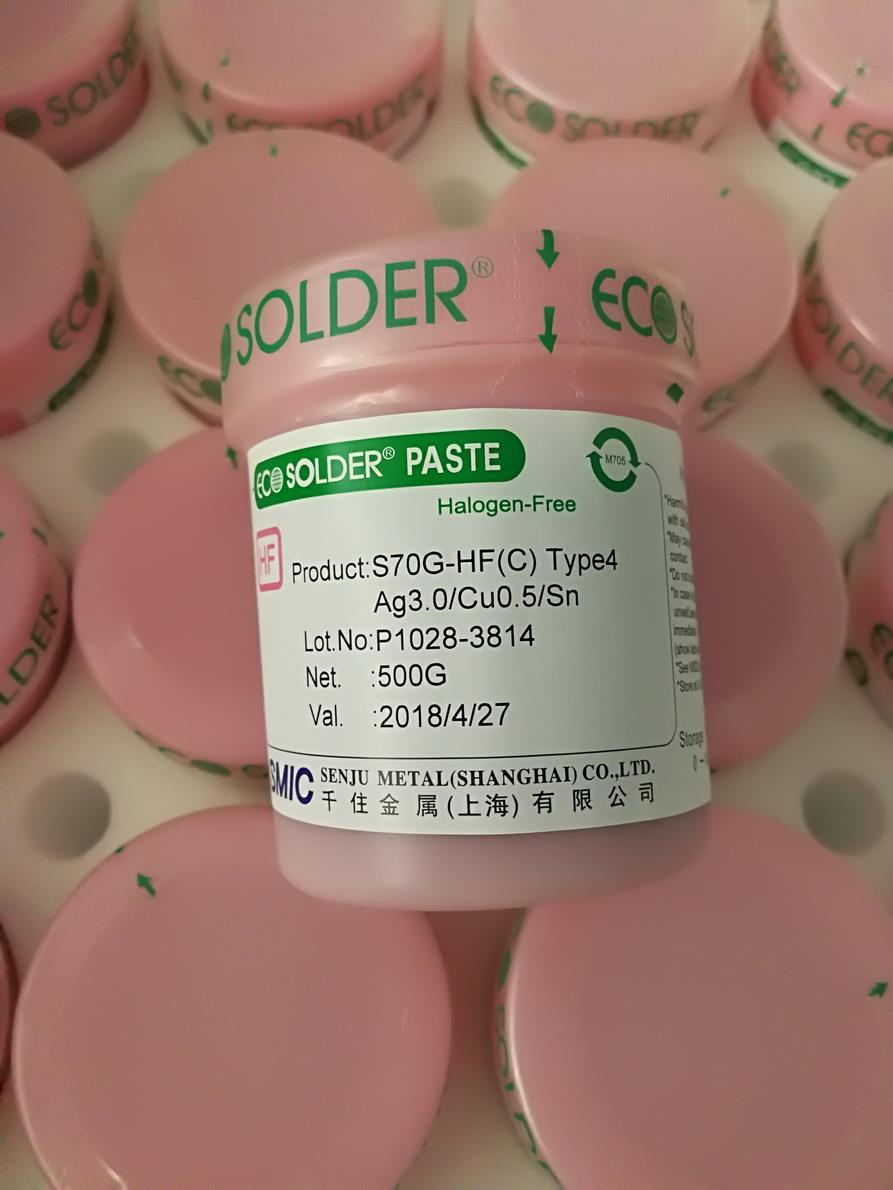
S70G-HF TYPE4
S70G-HF(C) TYPE4
千住金属所开发出之千住锡膏「ECO SOLDER PASTE」比较之前的锡膏,是对于无铅化所产生的问题,如保存安定性、供锡安定性、润湿性及高融点化之耐热性等问题,都能得到解决之新世代环保锡膏。日本千住锡膏使用氧化较微之SOLDER POWDER和优良化学安定性之FLUX组合而成,不仅可靠性高,具有良好的保存稳定性,同时具有良好的焊接性,几乎不发生锡球发散现象的优良产品,而且还解决了高熔点所引起的耐热性等问题,是新一代环保对应的新型无铅焊膏产品 .
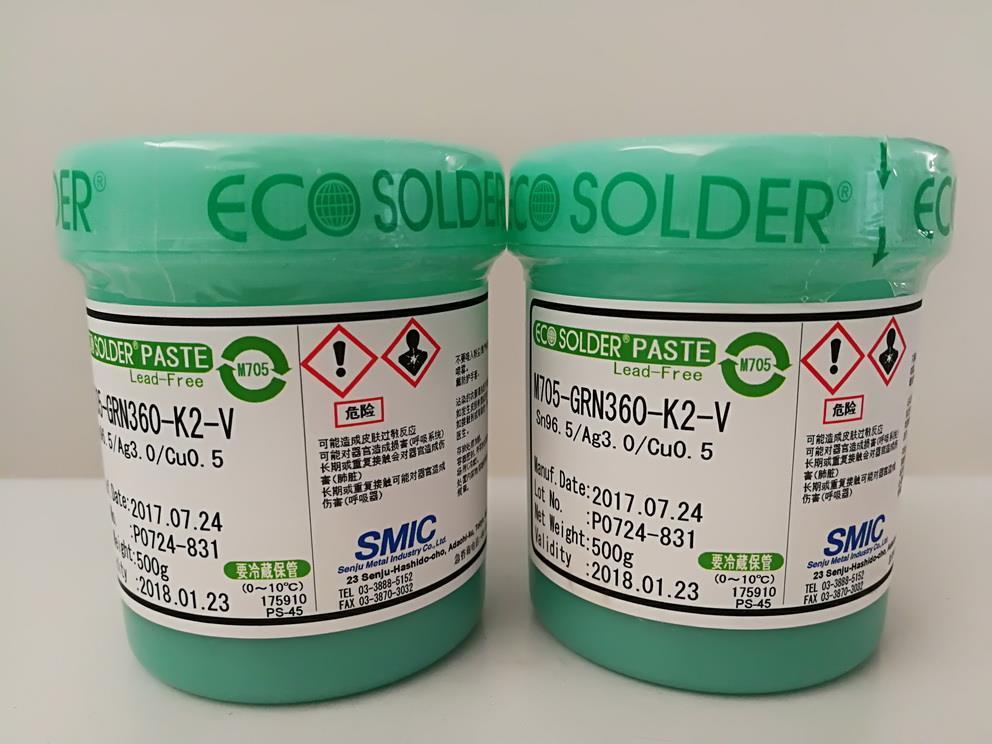
M705-GRN360-K2-V是一种被称免洗的无铅锡膏。GRN360-K系列是高温对应型号。过去GRN360-K系列开发的概念,先进的炼金术,确保了高可靠性,龟裂、抑制侧球等通用特性外,还确保了高温预加热下焊锡的熔融性。因为作无铅的代表,在到现在为在无铅领域为广泛的应用。
一.合金组成
使用合金以M705为标准(Sn-3.0Ag-0.5Cu)。
二.另外,我们也可以处理芯片CSP实现的高密度过程,比如直径较小的直径。它的表面氧化非常之少,球形无铅粉末让千住金属的的焊锡膏能用4是号粉和和5号粉(粒径25 ~ 36um类型,15 ~ 25um类型)
三.活性度“L0 (Low 0)”是指卤素的总含量在锡膏中为0。0%,并且通过了规定为IPCTM650的各种可靠性测试(铜镜测试、铬酸银测试、氟化物测试、铜板腐蚀测试),没有清洗。
三.千住锡膏会因为环境温度而改变粘度特性。在低粘度时,连续使用的锡膏对印刷性的影响,包括了助焊剂和部件组装时膏体的破损,影响到了如何产生热塌和桥接器,就这样,在高粘度方面,我们很容易发生黏度设定以适应环境,如液化度和印刷缺陷。
1.请在25±2.5度范围内使用M705-GRN360-K-V系列。
如果在投入印刷机前使用自动搅拌机,就需要搅拌至粘合温度达到实际工作环境温度。当在低粘度状态下将糊状物投入印刷机时,它会被输入到打印渗入和打印胶水中。因此成为桥接器和锡球发生的原因.请根据您使用的搅拌机的特性进行搅拌时间的管理。
2.在同一条件下的印刷工序中,锡膏黏度变化是关于不良和印刷缺点的问题所在。
M705-GRN360-K-V系列具有良好的粘度稳定性,即使是连续的续续使用,也可以少量的使用完即使锡膏印没有用完第二天以后再次使用,黏度特性的变化也很少。
3.另外,用完的膏体在保管的时候请不要和未使用的产品混合,在另外一个容器里保管。GRN360-K-V系列初期粘性,保持性也表现出高水准值。在高湿度环境下(30至90%RH),注意虽然也有8小时以上的高粘性,但是保持时间有缩短的倾向。GRN360-K-V系列在常温下长时间放置,或者在潮湿环境下也不会发生锡球,对环境要球很低。
4.在下图示出M705-GRN360-K-V系列的推荐再流温度配置。
根据回流炉的规格和安装基板,贴装零件的焊接性不同。特别是焊膏供应量在微小孔径和结构上容易产生异常地方,即使在下图的预热范围内也能够熔融.因为也有发生异常的可能性,所以请在事先确认评价之后使用。
5.温度曲线设计时的注意点
a.预热剂:本加热前的预热步骤,让千住锡膏里溶剂成分挥发,同时半熟粉末表面的酸形成清洁化膜及被连接部件的工作。但是,过度的预热处理将会对粉末进行再氧化,有可能会在回流时造成熔融异常。控制基板所需的小温度和时间。
b.预热加热过度的(温度和时间)造成耐热疲劳特性的下降,并且丧失了GRN360的一个特征。请在推荐值内进行管理。
6.GRN360-K-V与M705的现有产品相比,是实现了焊锡的低飞溅,大印刷面积为100 - 150um在这里我们可以将飞散数降至以往产品的1/5。但是,我们可以从反差飞行的特性,
基板材料的状态(吸湿与污染和氧化),实现低飞散也需要从制程方面的考虑。
7.保质期:未开封的锡膏,冰箱保管(0 ~ 10℃),作为无铅制程实现业界长6个月的保证。

1. 适用规范
ECO SOLDER PASTE L23-BLT5-T7F 这个型号,使用无铅焊材合金,适用于电器、电子产业配接 等等。
2. 规格
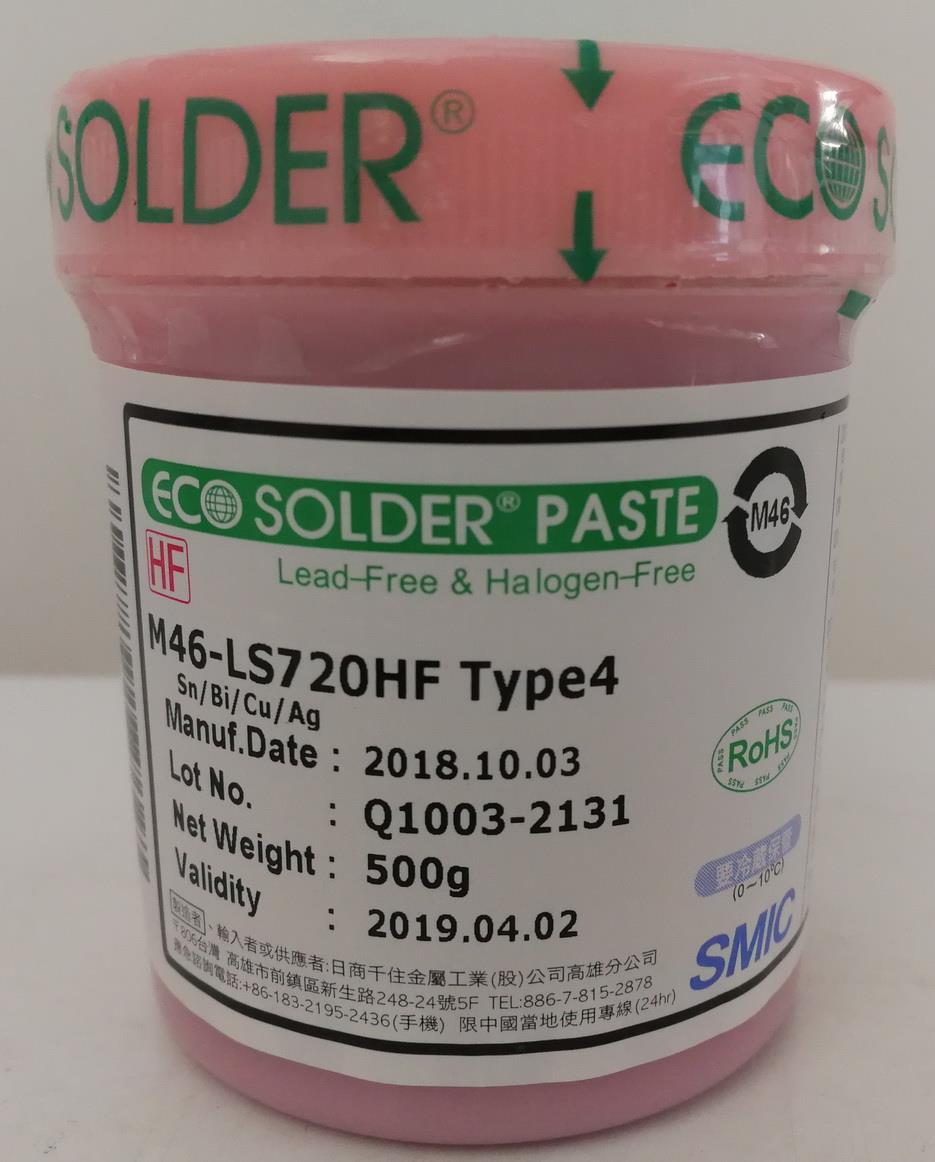
2.1 合金成分(试验方法:STM-9-1)
组成 (质量 %)
Ag(银) Bi(铋) Sn(锡)
1.0±0.2 57±1 Balance
不纯物 (质量 % 以下)
Pb(铅) Cd(镉) Sb(锑) Cu(铜) Zn(锌) Fe(铁) Al(铝) As(砷)
0.05 0.002 0.10 0.05 0.001 0.02 0.001 0.03
3.融溶温度及比重 (参考值)
融溶温度 ℃ 比重
约 138 ~ 213 约 8.6
3. 试验成绩报告书
每次制造都会检验,结果都将纪录在试验成绩报告书上,贵社如有需求可随货一起附上。
(1)合金的化学成分
(2)锡膏黏度
(3)助焊剂含量
(4)助焊剂内卤素含量
4. 包装 / 标示
4.1 包装
个 装: 罐装
净 重: 500g or 1kg (罐装)
4.2 标示
在包装标签上会标示底下 items 所列之标示
1. 产品名称 6. 保存期限 (VAL.)
2. 合金组成 7. **号码
3. 制造日期 8. 制造商名字
4. 料号 (LOT.) 9. 制造国
5. 物质重量 (NET.)
5. 保证期限
本制品的保证期间为制造日起六个月以内,并且是保存在冷藏 0 ~ 10°C 环中并要保持产品密封。
6. 安全上的注意事项
另附制品安全制造数据。
7. 法规制
另付制品安全制造数据。
8. 使用、保存、废弃注意事项
另付制品安全制造数据。
9. 其他
(1) 违反仕样书所记载内容,及仕样书记载范围外,不在保证内。
(2) 本仕样书内容不能泄漏给其他公司。
10. 试验方法
STM-1 外观
除了法规以外,就是用目视检验。
http://hanhai100.cn.b2b168.com